
你所在的位置:首页——模具设计培训,UG编程培训交流
塑胶模具滑块设计大全
作者:宁波蓝天电脑培训学校,时间:2015418
倒勾处理(滑块)
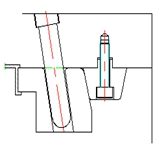
一‧斜撑销块的动作原理及设计要点
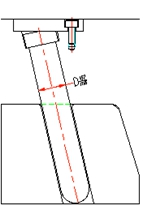
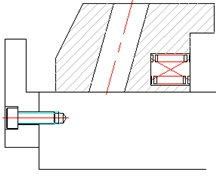
是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。如下图所示:
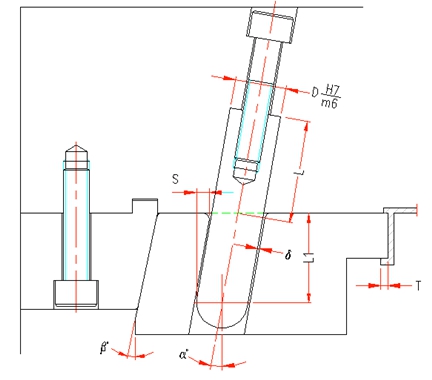
上图中:
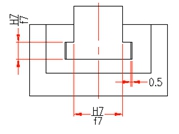
β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)
α≦25°(α为斜撑销倾斜角度)
L=1.5D (L为配合长度)
S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)
S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;
L1为斜撑梢在滑块内的垂直距离)
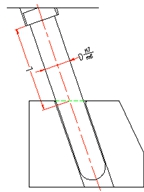
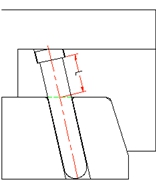
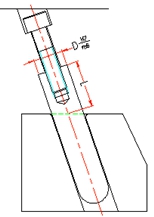
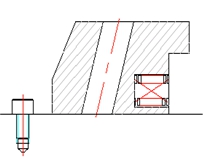
二‧斜撑梢锁紧方式及使用场合
简图 |
说明 |
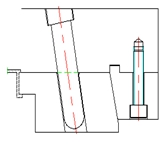
|
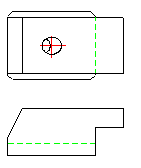
适宜用在模板较薄且上固定 板与母模板不分开的情况下配 合面较长,稳定较好 |
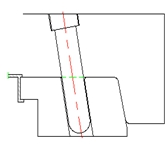
|
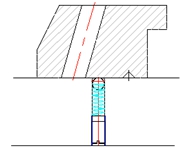
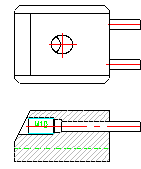
适宜用在模板厚、模具空间大 的情况下且两板模、三板板均 可使用 配合面L≧1.5D(D为斜撑销直径) 稳定性较好 |
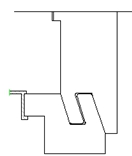
|
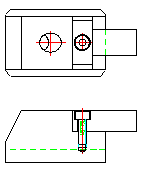
适宜用在模板较厚的情况下 且两板模、三板板均可使用, 配合面L≧1.5D(D为斜撑销直径) 稳定性不好,加工困难. |
|
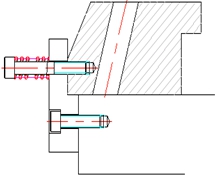
适宜用在模板较薄且上固定板 与母模板可分开的情况下 配合面较长,稳定较好 |
三‧拔块动作原理及设计要点
是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑
块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:

上图中:
β=α≦25° (α为拔块倾斜角度)
H1≧1.5W (H1为配合长度)
S=T+2~3mm (S为滑块需要水平运动距离;T为成品倒勾)
S=H*sinα-δ/cosα
(δ为斜撑梢与滑块间的间隙,一般为0.5MM;
H为拔块在滑块内的垂直距离)
C为止动面,所以拨块形式一般不须装止动块。(不能有间隙)
四‧滑块的锁紧及定位方式
由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力
而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,
通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:
简图 |
说明 |
简图 |
说明 |
|
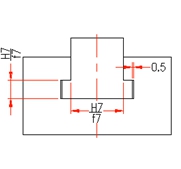
滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合. |
|
采用嵌入式锁紧方 式,适用于较宽的 滑块 |
|
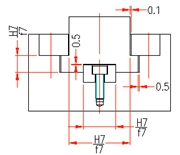
滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具. |
|
采用嵌入式锁紧方式适用于较宽的滑块. |
|
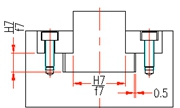
采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下 |
|
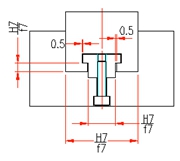
采用镶式锁紧方式,刚性较好一般适用于空间较大的场合. |


五.滑块的定位方式
滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块
安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下
可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见
的定位装置如下:简图 |
说明 |
|
利用弹簧螺钉定位,弹簧强度 为滑块重量的1.5~2倍,常用 于向上和侧向抽芯. |
|
利用弹簧钢球定位,一般滑块 较小的场合下,用于侧向抽芯. |
|
利用弹簧螺钉和挡板定位,弹 簧强度为滑块重量的1.5~2倍, 适用于向上和侧向抽芯 |
|
利用弹簧挡板定位,弹簧的强 度为滑块重量的1.5~2倍,适用 于滑块较大,向上和侧向抽芯. |
六‧滑块入子的连接方式
滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能
不同,具体入子的连接方式大致如下:
简图 |
说明 |
简图 |
说明 |
|
滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. |
|
采用螺钉固定,一般型芯或圆形,且型芯较小场合.
|
|
采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. |
|
采用压板固定适用固定多型芯. |

七‧滑块的导滑形式
块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或
跳动现象,否则会影响成品质品,模具寿命等。(压板规格超级链接)
常用的导滑形式如下图所示。
简图 |
说明 |
简图 |
说明 |
|
采用整体式加工困难,一般用在模具较小的场合。 |
|
采用压板,中央导轨形式,一般用在滑块较长和模温较高的场合下。 |
|
用矩形的压板形式,加工简单,强度较好,应用广泛,压板规格可查标准零件表. |
|
采用”T”形槽,且装在滑块内部,一般用于容间较小的场合,如跑内滑块. |
|
采用”7”字形压板,加工简单,强度较好,一般要加销孔定位. |
|
采用镶嵌式的T形槽,稳定性较好,加工困难. |

你所在的位置:首页——模具设计培训,UG编程培训交流
联系方式
电话:15906845558
联系人: 尹老师
QQ:41780253
理论教学地址
宁波江东百丈东路1130号海运港
大厦417室
(紧邻江东欧尚超市旁)
实习教学地址
邱隘忠正模具厂
邱隘环城南路延伸段
蓝天工业设计公司
一鸣广告公司
乌托邦工业设计有限公司
行车线路

热点咨询
学校活动

象山一日游

中秋晚会

上课现场

辅导讨论

实习现场
