
你所在的位置:首页——模具设计培训,UG编程培训交流
模具设计的基本流程
作者:宁波蓝天电脑培训学校,时间:2014 12 6
模具设计的基本流程
锻坯—粗车—划线—检验—钻孔—铣—热处理—检验—磨—划线—电火花切割—线切割—检验—包装
主要加工过程
车加工
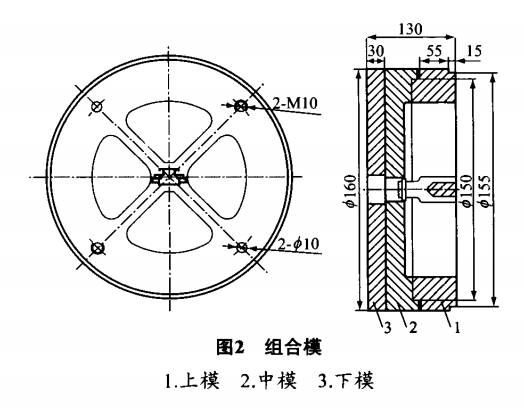
粗车可以按任意基准定位 ,因加工中留有 充分的精车余量 ( 模厚留1 .8 - 2 mm,外圆留 2 - 3mm)。精车以保证外圆与止口的同心度,保证上 、中模配合间隙不至于影响模腔尺寸,在合模时采用上、中模配车达到滑动配合的工艺方法。 因模具材料硬度高 ,粗车时用硬质合金YT1 5 刀具,切削速度应控制在一定 以下 ,吃刀深度保持在3 - 4 mm。注意断屑槽和车削速度配合好才能达到断屑的作用。淬火后再精车 ,但精车时由于热处理的较高,会使刀具和模具发热 ,故采用新型的热压复合陶瓷刀具 ,同时吃刀深度也不能过深 ,一般在0 .5 一1m m 。
铣加工
一般万能铣床可以用来加工组合模具上模的模芯 、分流孔两部分,在加工分流孔时,应组合上模厚度一般在5 5 - 6 5 mm,故采用刃部长度不小于7 0 mm的加长铣刀加工。由于上模( 图)形状复杂 ,采用铣加工。
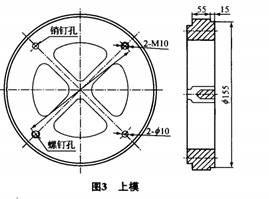
采用万能工具铣刀加工组合上模分流桥加工分流桥倒角和模芯根部时,用 自行设计加工的非标铣刀进行一次成形加工 ,使模芯根部与分流孔平面的相贯线圆滑连接 ,提高该表面的光洁度 ,基本消除模具加工表面的应 力集中点 ,有效的增强了上模的变形抗力。
铣床:国产CHE VAL IER TH5660C系列,4台 。
德产:数控铣3072VMC/C93系列,立式加工机:DMG60、DMG80.产自德国德马吉公司。
加工工具材料:超硬质合金铣刀
工件材料:H13,硬度在48-52HRC左右,
电火花加工
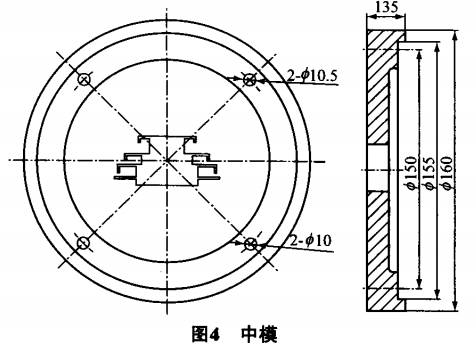
通常用电火花机床加工模具的工作带和模芯的两部分,用紫铜电极加工模芯 ,石墨电极加工工作带,保证中模 ( 图4)和上模之间进行型材挤压时过渡良好。当选用大电流 ,宽脉冲规准粗加工工作带时,要保持加工液循环良好 ,以防短路后烧毁电极。当精加工模具工作带 、模芯时选用小电流、窄脉冲规准 ,能显著提高模具加工精度和表面质量。
采用石墨电极加工工作带的优点是紫铜电极无法取代的,主要优点表现在:热膨胀系
低,大约是铜的1 / 6 ,使用尺寸稳定;对模具的蚀除率高;石墨电极的损耗率低加工精度高。同时在选取石墨电极还要注意其不能有疏松和夹杂等缺陷。
电火花切割型号:AM45L、AM36.产自SODICK公司
线切割加工
线切割加工主要用于加工型孔和紫铜电极 ,为了避免高频电流对加工精度的影响,将高频电源的电压控制在9 0 V,电流1 .6 A。对于铝型材出口的关键部件下模进行必要的车铣加工外 ,通过线切割加工保证挤压后的铝型材表面平整。切割过程中要注意观察变频跟踪的变化情况,在切割工件时要使加工稳定 ,防止切割过程中断丝而造成下模表面有过渡不畅的缺陷。在操作过程中要注意以下几点: ( 1 )试切割之前必须切样板 ,同时检查程序是否正确。 ( 2)模具在切割前要注意打穿丝孔的位置选取 ,保证连续加工且工件不变形。 ( 3)线切割时皂化液的浓度不能太大,一般浓度在5%一1 0%,且要保持清洁,加工时冲液要好 ,否则在切割较厚的模具时容易断丝。当然 ,放电电流的忽大忽小也会造成断丝。
线切割机型号:CKD HYW 1935C-2SD2H-B
线线切割丝材料:铜丝,1mm.
5 模具热处理
采用模具钢4 Cr 5 Mn S i V1 钢比3 Cr 2 W8 V性能好,有较好的淬透性 ,同时有较高的韧性等优点。经过反复试验 ,较为理想的热处理工艺是 :用碳粉保护将模具放入盒内加热 ,温度升高到9 5 0 o C保温2 h ,再升温到1 0 7 5 o C保温3 h ,打开炉门将模具放入到3 0 机油内淬火 ,使硬度达HRC5 3 — 5 7 ,组织为针状马氏体。然后再进行一次回火处理 ,回火温度5 8 0 o C,保温2 h 后将模具拉出炉外空冷。经过检查硬度在 H RC 4 8 — 5 2 范围内,为合格模具。
表面粗糙度
分流孔 |
0.8 |
导流坑 |
0.8 |
焊合室 |
0.8 |
配合端面 |
1.6 |
工作带 |
0.8 |
入口端面 |
0.8 |
你所在的位置:首页——模具设计培训,UG编程培训交流
联系方式
电话:15906845558
联系人: 尹老师
QQ:41780253
理论教学地址
宁波江东百丈东路1130号海运港
大厦417室
(紧邻江东欧尚超市旁)
实习教学地址
邱隘忠正模具厂
邱隘环城南路延伸段
蓝天工业设计公司
一鸣广告公司
乌托邦工业设计有限公司
行车线路

热点咨询
学校活动

象山一日游

中秋晚会

上课现场

辅导讨论

实习现场
